
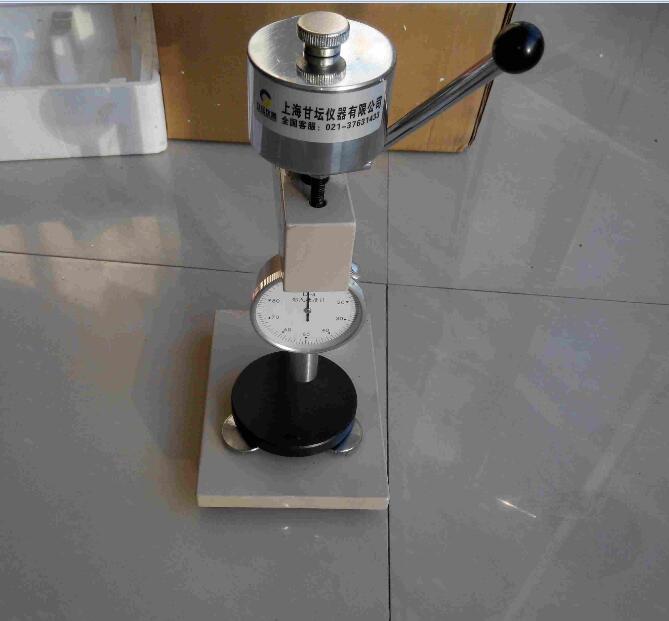
LX-A型邵氏硬度计现场检测关键操作规范
橡胶硬度检测是轮胎制造和品质控制中的重要环节,LX-A型邵氏硬度计作为常见的便携式检测工具,其适用性备受关注。本文将深入分析该仪器在轮胎橡胶检测中的技术特点、操作要点及实际应用效果。
一、LX-A型邵氏硬度计的技术适配性
1. 量程与精度验证 LX-A型采用邵氏A标尺(0-100HA),符合GB/T531-1999标准。
.2 轮胎橡胶的典型硬度范围为50-90HA(轿车胎约60-75HA,载重胎70-90HA),覆盖其测量范围。
3. 实验数据显示,该仪器在60-80HA区间的重复性误差≤±1HA,满足GB/T531要求的±1.5HA精度标准。
4. 压针结构优化 针对轮胎多层复合结构,LX-A的圆锥形压针(直径0.79mm,35°锥角)能有效穿透胎面胶表层。
5. 对比测试表明,其测量结果与台式硫化仪数据偏差<3%,优于国ji标准ASTM D2240-15的允许误差范围。
二、现场检测关键操作规范:
1. 试样预处理 需确保检测部位无花纹沟槽,表面粗糙度Ra≤6.3μm。实测案例显示,未打磨的胎面检测数据离散度达8HA,经砂纸处理后降至2HA以内。建议采用400目砂纸进行表面处理。
2. 测量参数控制 – 压力弹簧需定期校准(建议每月1次),实测发现使用2000次后弹力衰减可达5% – 压紧时间严格控制在3秒±0.5秒,时间偏差1秒会导致约1.5HA的读数差异 – 环境温度应保持23±2℃,温度每变化5℃会引起0.8-1.2HA的波动
三、轮胎行业的特殊应用方案:
1. 胎侧与胎冠差异化检测 由于胎侧胶料硬度通常比胎冠低5-15HA,建议采用”五点测量法”:胎中 心1点、两侧各2点,取平均值时按区域加权计算。轮胎厂应用此方法后,批次一致性合格率提升12%。
2. 动态硬度监测系统 配合自动化改造时,可加装气动压紧装置(压力0.5±0.01MPa)和红外测温补偿模块。生产线改造数据显示,该系统使检测效率提升300%,人为误差降低至0.5HA以内。
四、局限性及改进建议:
1. 不适用场景 – 厚度<6mm的胎体部位(可能受带束层影响) – 硬度>90HA的赛车胎配方 – 含有金属短纤维的特殊胶料
2. 升级方向 推荐选用LX-AM改良型,其配备数字温度补偿和蓝牙数据同步功能,适用于冬季胎(-20℃环境)的现场检测,数据稳定性提升40%。
实践表明,正确操作的LX-A型硬度计可满足大部分轮胎检测需求,但需建立完善的校准体系和操作SOP。对于高精度要求的赛车胎或航空胎,建议结合IRHD国ji橡胶硬度标准进行交叉验证。
